

1. Eienskappe van aluminium en aluminiumlegering spesiale presisie-ekstrusiemateriale
Hierdie tipe produk het 'n spesiale vorm, dunwanddikte, ligte gewig per eenheid en baie streng toleransievereistes. Sulke produkte word gewoonlik aluminiumlegering-presisie- (of ultra-presisie-) profiele (pype) genoem, en die tegnologie vir die vervaardiging van sulke produkte word presisie- (of ultra-presisie-) ekstrusie genoem.
Die hoofkenmerke van aluminiumlegering se spesiale presisie (of ultra-presisie) ekstrusies is:
(1) Daar is baie variëteite, klein hoeveelhede, en die meeste daarvan is spesiale ekstrusiemateriale, wat in byna alle lewensterreine en alle aspekte van mense se lewens gebruik word, insluitend alle ekstrusieprodukte, soos pype, stawe, profiele en drade, wat verskillende legerings en toestande behels. As gevolg van die klein deursnit, dun wanddikte, ligte gewig en klein hoeveelhede, is dit oor die algemeen nie maklik om produksie te organiseer nie.
(2) Ingewikkelde vorms en spesiale kontoere, meestal gevormde, plat, wyd, gevleuelde, getande, poreuse profiele of pype. Die oppervlakte per volume-eenheid is groot, en die produksietegnologie is moeilik.
(3) Wye toepassing, spesiale werkverrigting en funksionele vereistes. Om aan die gebruiksvereistes van die produk te voldoen, word baie legeringstoestande gekies, wat byna alle legerings van 1××× tot 8××× reeks en dosyne behandelingstoestande dek, met hoë tegniese inhoud.
(4) Uitmuntende voorkoms en dunwanddikte, gewoonlik minder as 0.5 mm, sommige bereik selfs ongeveer 0.1 mm, die gewig per meter is slegs 'n paar gram tot tiene gram, maar die lengte kan etlike meters of selfs honderde meters bereik.
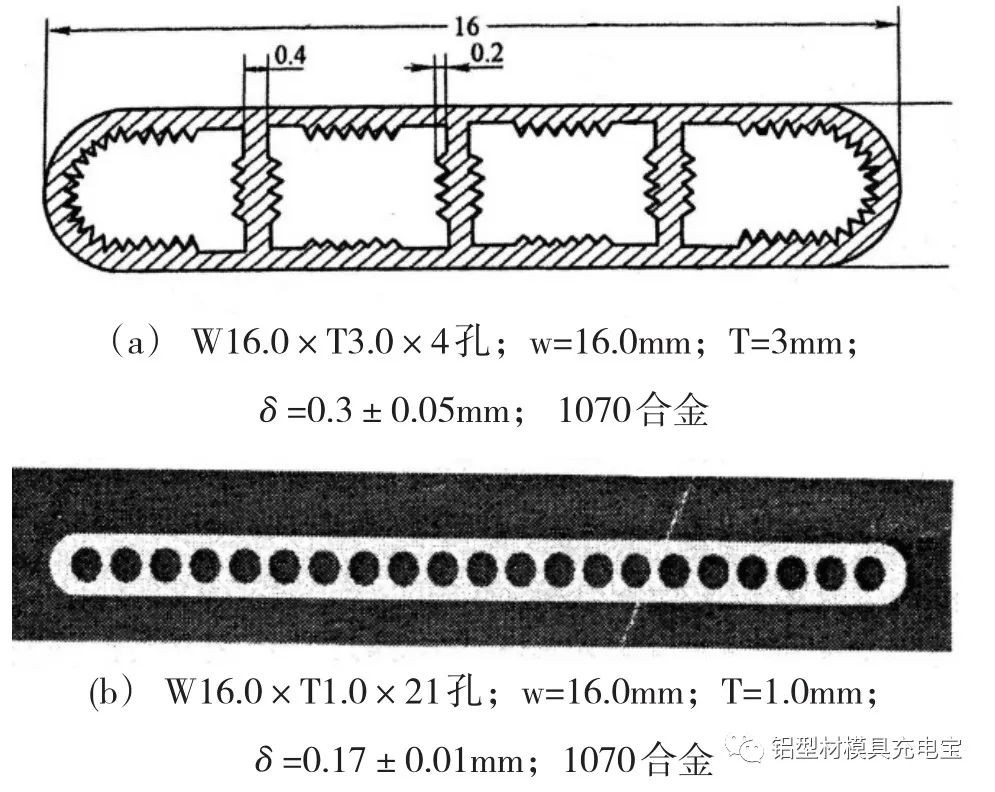
5) Die dimensionele akkuraatheid en geometriese toleransievereistes van die profiel is baie streng. Oor die algemeen is die toleransies van klein aluminiumlegerings-presisieprofiele meer as twee keer so streng soos die spesiale graadtoleransies in JIS-, GB- en ASTM-standaarde. Die wanddiktetoleransie van algemene presisie-aluminiumlegeringsprofiele moet tussen ±0.04 mm en 0.07 mm wees, terwyl die profielgroottetoleransie van ultra-presisie-aluminiumlegeringsprofiele so hoog as ±0.01 mm kan wees. Byvoorbeeld, die gewig van die presisie-aluminiumprofiel wat vir die potensiometer gebruik word, is 30 g/m², en die toleransiebereik van die profielgrootte is ±0.07 mm. Die deursneegroottetoleransie van presisie-aluminiumprofiele vir weefgetoue is ±0.04 mm, die hoekafwyking is minder as 0.5°, en die buiggraad is 0.83 × L. Nog 'n voorbeeld is die hoë-presisie ultra-dun plat buis vir motors, met 'n breedte van 20 mm, 'n hoogte van 1,7 mm, 'n wanddikte van 0,17 ± 0,01 mm en 24 gate, wat tipiese ultra-presisie aluminiumlegeringsprofiele is.
(6) Dit het 'n hoë tegniese inhoud en is baie moeilik om te vervaardig, en het spesiale vereistes vir ekstrusietoerusting, gereedskap, billets en produksieprosesse. Figuur 1 is 'n voorbeeld van die deursnee van 'n paar klein presisie-aluminiumlegeringsprofiele.
2. Klassifikasie van spesiale presisie-ekstrusiemateriale van aluminiumlegering
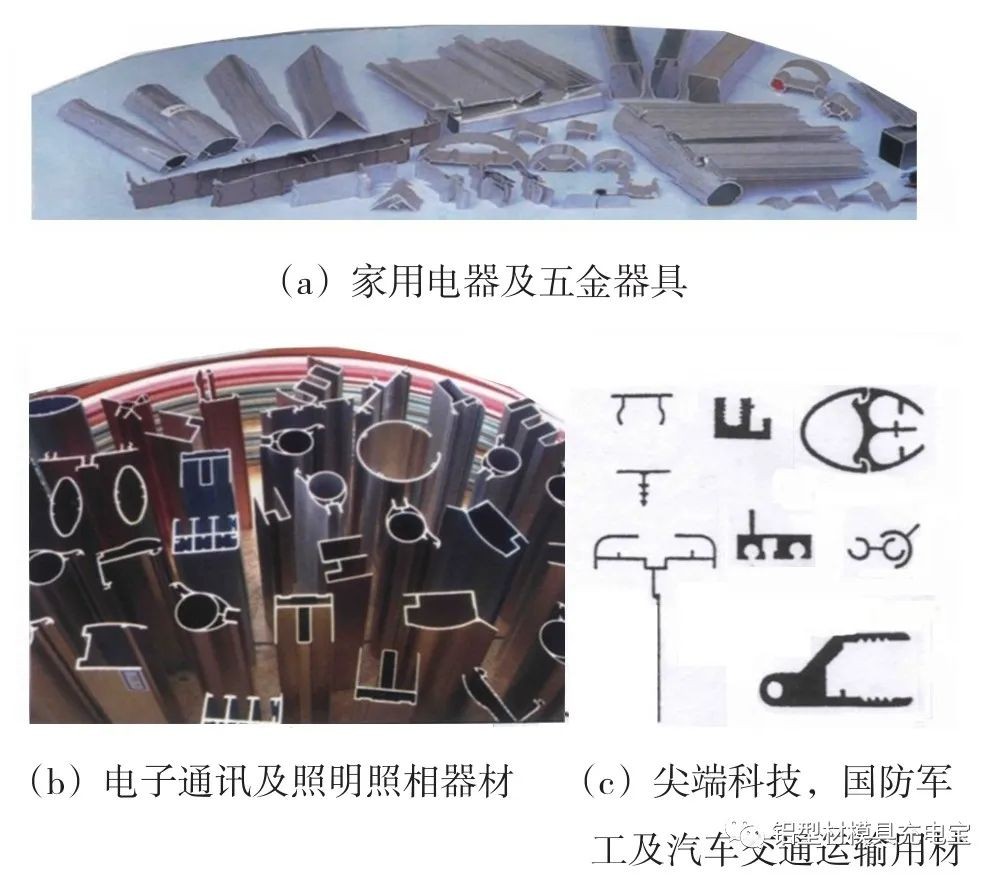
Presisie- of ultra-presisie-aluminiumlegerings-ekstrusies word wyd gebruik in elektroniese instrumente, kommunikasietoerusting en baanbrekerswetenskap, nasionale verdediging en militêre industrie, presisie-meganiese instrumente, swakstroomtoerusting, lugvaart, kernindustrie, energie en krag, duikbote en skepe, motors en vervoergereedskap, mediese toerusting, hardewaregereedskap, beligting, fotografie en elektroniese toestelle. Oor die algemeen kan presisie- of ultra-presisie-aluminiumlegerings-ekstrusies in twee kategorieë verdeel word volgens hul voorkomskenmerke: die eerste kategorie is profiele met klein afmetings. Hierdie tipe profiel word ook ultra-klein profiel of mini-vorm genoem. Die totale grootte daarvan is gewoonlik slegs 'n paar millimeter, die minimum wanddikte is minder as 0.5 mm, en die eenheidsgewig is etlike gramme tot tientalle gramme per meter. As gevolg van hul klein grootte word daar gewoonlik streng toleransies vereis. Byvoorbeeld, die toleransie van dwarssnitafmetings is minder as ±0.05 mm. Daarbenewens is die vereistes vir reguitheid en torsie van geëxtrudeerde produkte ook baie streng.
Die ander tipe is profiele wat nie baie klein in deursnee-grootte is nie, maar baie streng dimensionele toleransies vereis, of profiele wat 'n komplekse deursnee-vorm en dun wanddikte het, alhoewel die deursnee-grootte groot is. Figuur 2 toon die spesiaal-gevormde buis (industriële suiwer aluminium) wat deur 'n Japannese maatskappy op 'n 16.3MN horisontale hidrouliese pers met 'n spesiale gesplete matrys vir 'n motor-lugversorgingskondensor geëxtrudeer is. Die moeilikheidsgraad van ekstrusievorming van hierdie tipe profiel is nie minder as dié van die vorige tipe ultra-klein profiel nie. Geëxtrudeerde profiele met groot deursnee-grootte en baie streng toleransievereistes vereis nie net gevorderde vormontwerptegnologie nie, maar ook streng bestuurstegnologie vir die hele produksieproses van blanko tot finale produk.
Sedert die vroeë 1980's, as gevolg van die praktiese toepassing van Conform se deurlopende ekstrusietegnologie en die ontwikkeling van industriële tegnologie, het die ekstrusie van klein en ultraklein profiele vinnig ontwikkel. As gevolg van verskeie redes soos toerustingbeperkings, produkkwaliteitsvereistes en vooruitgang in ekstrusietegnologie, maak die produksie van klein profiele op konvensionele ekstrusietoerusting egter steeds 'n groot deel uit. Figuur 2 toon die presisieprofiele van die ekstrusie van konvensionele gesplete matryse. Die lewensduur van die vorm (veral die sterkte en slytasieweerstand van die shuntbrug en die vormkern) en die materiaalvloei tydens ekstrusie word die belangrikste faktore wat die produksie daarvan beïnvloed. Dit is omdat die grootte van die vormkern klein en die vorm kompleks is wanneer die profiel geëkstrudeer word, en sterkte en slytasieweerstand belangrike faktore is wat die lewensduur van die vorm beïnvloed, die lewensduur van die vorm beïnvloed direk die produksiekoste. Aan die ander kant het baie presisieprofiele dun wande en komplekse vorms, en die vloei van materiale tydens die ekstrusieproses beïnvloed direk die vorm en dimensionele akkuraatheid van die profiele.
Om te verhoed dat die oksiedfilm en olie op die oppervlak van die billet in die produk vloei en die eenvormige en betroubare kwaliteit van die produk te verseker, kan die billet wat tot die ingestelde temperatuur verhit word, voor ekstrusie geskil word (genoem warm skil), en dan vinnig in die ekstrusievat geplaas word vir ekstrusie. Terselfdertyd moet die geëxtrudeerde pakking skoon gehou word om te verhoed dat olie en vuilgoed aan die pakking vassit tydens die proses om oortollige druk na een ekstrusie te verwyder en die pakking in die volgende ekstrusie te installeer.
Volgens die dimensionele akkuraatheid van die afdeling en vorm- en posisietoleransie, kan spesiale presisie-aluminiumlegering-ekstrusie verdeel word in spesiale presisie-aluminiumlegeringprofiele en klein (miniatuur) ultra-hoë presisie-aluminiumlegeringprofiele. Oor die algemeen oortref die akkuraatheid daarvan die nasionale standaard (soos GB, JIS, ASTM, ens.) Ultra-hoë presisie word spesiale presisie-aluminiumlegeringprofiele genoem, byvoorbeeld, die dimensionele toleransie is bo ±0.1 mm, die wanddiktetoleransie van die gebreekte oppervlak is binne ±0.05 mm ~ ±0.03 mm profiele en pype.
Wanneer die akkuraatheid daarvan meer as dubbel die nasionale standaard ultra-hoë presisie is, word dit 'n klein (miniatuur) ultra-hoë presisie aluminiumlegeringsprofiel genoem, soos 'n vormtoleransie van ±0.09 mm, wanddiktetoleransie van ±0.03 mm ~ ±0.01 mm vir 'n klein (miniatuur) profiel of pyp.
3. Ontwikkelingsvooruitsigte van aluminium en aluminiumlegering spesiale presisie-ekstrusiemateriale
In 2017 het die produksie en verkope van aluminiumverwerkingsmateriaal wêreldwyd 6000kt/jr oorskry, waarvan die produksie en verkope van aluminium- en aluminiumlegering-ekstrusiemateriaal 25000kt/jr oorskry het, wat meer as 40% van die totale produksie en verkope van aluminium uitmaak. Medium aluminium-ekstrusiestawe het 90% uitgemaak, waarvan algemene profiele en stawe en klein en mediumgrootte siviele bouprofiele meer as 80% van die stawe uitgemaak het, terwyl groot en mediumgrootte profiele en spesiale spesiale profiele en stawe slegs ongeveer 15% uitgemaak het. Pype maak ongeveer 8% van die geëkstrusiemateriaal van aluminiumlegering uit, terwyl gevormde pype en spesiale spesiale pype slegs ongeveer 20% van die pype uitmaak. Uit bogenoemde kan gesien word dat die grootste produksie en verkope van aluminium- en aluminiumlegering-ekstrusiemateriaal en die mees gebruikte klein en mediumgrootte siviele bouprofiele, algemene profiele en stawe en pype is. Spesiale profiele, stawe en pype maak slegs ongeveer 15% uit. Die belangrikste kenmerke van sulke produkte is: met spesiale funksies of prestasie; Toegewy aan 'n spesifieke doel; Met 'n groot of klein spesifikasiegrootte; Met uiters hoë dimensionele akkuraatheid of oppervlakvereistes. Daarom is die verskeidenheid groter en die bondel kleiner, die behoefte om spesiale prosesse te verhoog of spesiale toerusting en gereedskap by te voeg, die produksie is moeilik en die tegniese inhoud is hoog, die produksiekoste word verhoog en die toegevoegde waarde word verhoog.
Met die vooruitgang van wetenskap en tegnologie en die voortdurende verbetering van mense se lewenstandaard, word al hoe hoër vereistes gestel vir die produksie, kwaliteit en verskeidenheid van aluminium- en aluminiumlegerings-ekstrusieprodukte, veral in onlangse jare het die opkoms van produkpersonalisering die ontwikkeling van spesiale profiele en pype met gepersonaliseerde eienskappe en spesifieke gebruike bevorder.
Ultra-presisieprofiele word wyd gebruik in elektroniese instrumente, kommunikasie, pos- en telekommunikasietoerusting, presisiemasjinerie, presisie-instrumente, swakstroomtoerusting, lugvaart, kernduikbote en skepe, motorbedryf en ander velde van klein, dunwandige, snitgrootte van baie presiese onderdele. Gewoonlik is die toleransievereistes baie streng, byvoorbeeld, die snitomtrekgrootte-toleransie is minder as ±0.10 mm, die wanddikte-toleransie is minder as ±0.05 mm. Daarbenewens is die platheid, draaiing en ander vorm- en posisietoleransies van geëxtrudeerde produkte ook baie streng. Daarbenewens is daar baie streng vereistes vir die toerusting, die vorm en die proses in die ekstrusieproses van spesiale klein ultra-presisie aluminiumlegeringsprofiele. As gevolg van die vinnige ontwikkeling van die moderne nywerheid, die nuutste nasionale verdediging en wetenskaplike navorsing en ander ondernemings, en die verbetering van die mate van verpersoonliking, word die aantal, verskeidenheid en gehalte van klein ultra-presisie profiele toenemend hoog. Alhoewel daar in onlangse jare baie hoëgehalte klein ultra-presisie aluminiumlegeringsprofiele ontwikkel en vervaardig is, kan dit steeds nie aan die behoeftes van die mark voldoen nie. Veral is daar steeds 'n groot gaping tussen die plaaslike tegnologie en toerusting vir die produksie van klein ultra-presisie aluminiumlegeringsprofiele en die internasionale gevorderde vlak, wat nie aan die plaaslike en buitelandse markvraag kan voldoen nie en moet ingehaal word.
4. Gevolgtrekking
Aluminium en aluminiumlegering spesiale presisie-ekstrusie (profiele en pype) is 'n soort komplekse vorm, dunwanddikte, dimensionele toleransie en vorm- en posisie-akkuraatheidsvereistes is baie veeleisend, tegniese inhoud hoog, moeilike produksie van hoë, fyn materiale, is onontbeerlike sleutelmateriale vir die nasionale ekonomie en nasionale verdediging, baie wye reeks gebruike, belowende ontwikkelingsvooruitsigte van die materiaal. Die produksie van hierdie produk het spesiale vereistes vir billet-, gereedskap- en ekstrusietoerusting en ekstrusieproses, en 'n reeks sleutel tegniese probleme moet opgelos word om uitstekende produkte in bondels te verkry.
Geredigeer deur May Jiang van MAT Aluminium
Plasingstyd: 7 Apr 2024



